鉄筋ガス圧接Gas-pressure welding
当社は「建設産業に貢献し未来社会を創造する」という経営理念の元、鉄筋ガス圧接工事に従事しています。長年に渡る技術向上、安全への高い意識を評価して頂き、各建設会社から高い信頼を得ております。また、(公社)日本鉄筋継手協会より優良圧接会社、A級ガス圧接継手施工会社の認定を受けており、様々な工事仕様に対応できる体制を整備しています。技術紹介
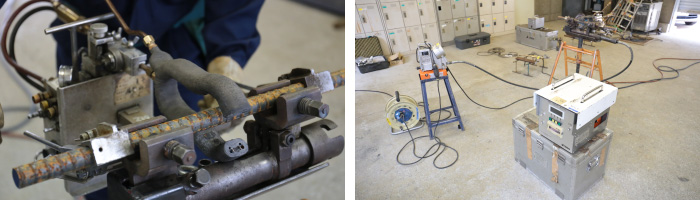
手動ガス圧接

自動ガス圧接
自動加圧器、加熱器を用い、鉄筋径毎に施工データをインプットし圧接を行います。品質を一定に保つことが可能になり、施工時間も短縮できる工法です。
熱間押抜ガス圧接

ZGPシステム
同時加熱バーナー、エコバルブ、ストレート圧接器、鉄筋直角切断機、上限、下限圧設定加圧器を使用して作業を行います。加圧のタイミングを自動で行う事で自動ガス圧接と同様に品質を一定に保つことができ、自動ガス圧接より危機がコンパクトなので圧接継手を安定供給でき、環境にも影響が少なく施工する事が出来ます。A級継手ガス圧接
超音波探傷検査
鉄筋ガス圧接部に鉄筋径に合った大きさの音を流し、その反射音の大きさを測定する事により、圧接内部の欠陥を検出する方法で、当社は25名の資格者を有し、日々自主検査等に役立てています。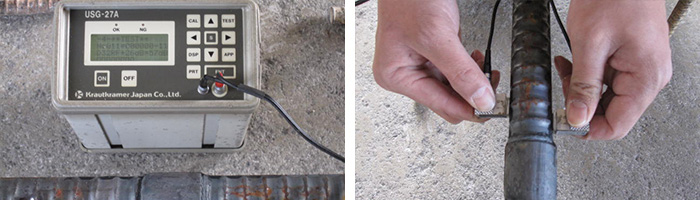
新たな取組等
杭頭補強筋半自動溶接
(社)日本溶接協会にて「縦向SA-2V」の資格を取得し、杭頭補強筋の溶接工事を行っています。DBヘッド
近年の鉄筋工事における高強度化や太径化に伴い、(株)ディビーエス様の認定を受けDBヘッド定着工法の施工を行っています。当社はガス圧接の技術を用いDBヘッドを作成しています。機械式継手
建設業の人手不足の影響を受け、在来の工法からPC工法への移行が多くなっています。当社はそのようなニーズに応える為、圧接業で培った品質管理のもと、機械式継手での施工体制を整えております。溶接継手(CB工法)
圧接工事で培った品質管理のもと多数の資格者による溶接継手(CB工法)での施工体制を整えております。




