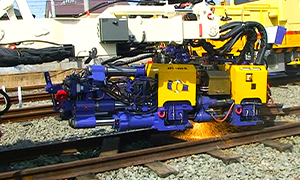
レール圧接・溶接Rail pressure welding
当社は鉄筋圧接工事の優れた技術を活かし昭和50年に、レール圧接・溶接事業部を併設しました。以来全国の新幹線・在来線・私鉄・地下鉄のレールの建設・保守工事に携わってまいりました。
今後も安心・安全で快適な日本の鉄道であり続けるためレールの分野で社会貢献してまいります。
営業種目
- JR・私鉄のレールガス圧接
- JR・私鉄のゴールドサミット溶接
- 1次~3次溶接工事の計画・施工・検査業務
取り扱い溶接工種

直近施工実績
新幹線
西九州新幹線 武雄~長崎(GP)北陸新幹線 白山~あわら(GP・FB)
青函トンネル(Nレール交換工事)(GP・GS・EA)
在来線
JR各社の保守工事一式(GP・GS・EA)JR九州折尾高架工事(GP・GS)
私鉄各社の 保守・新設工事一式(GP・GS・EA)
建築工事
新日鉄君津コークス炉73kレール(GS)各種物流倉庫スタッカークレーンレール(EA)
在籍資格者一覧
| 資格名 | 軌道工事管理者 | 溶接作業責任者 | 溶接技術者 | |||
|---|---|---|---|---|---|---|
| 工種 | (在来線) | GP | GS | GP | GS | EA |
| JR北海道 | 8名 | 8名 | 4名 | 5名 | 2名 | |
| JR東日本 | 6名 | 11名 | 12名 | 4名 | 3名 | 1名 |
| JR東海 | 1名 | 7名 | 2名 | |||
| JR西日本 | 8名 | 20名 | ||||
| JR九州 | 16名 | 17名 | 11名 | 2名 | ||
溶接工程

-
一次溶接
メーカーより出荷された長さ25mもしくは、50mのレールを工場や現場仮設基地で溶接し、200m程度の長尺レールを作成します。
※適応工種(GP/FB)

-
二次溶接
長尺レールを専用貨車で敷設現場に運搬後、線路脇でさらに溶接を行い所定の長さまで延伸します。
適応工種(GS/GP)(※EA/FB)

-
三次溶接
二次溶接されたレールを軌道内に敷設後、その両端を現に敷設されているレールと接合します。
適応工種(GS)(※GP/EA)
溶接工種
ガス圧接(GP)

ゴールドサミット溶接(GS)

エンクローズアーク溶接(EA)

フラッシュバット溶接(FB)